การทำความชื้นและการควบคุมความชื้นในอุตสาหกรรมบรรจุภัณฑ์
ซูปเปอร์มาร์เก็ตขนาดใหญ่มีผลิตภัณฑ์กว่า 40,000 ชนิด แต่ละชนิดแข่งขันกันดึงดูดความสนใจจากผู้บริโภค เห็นได้ชัด จากตลาดนี้ที่เป็นเพียงแค่จุดเดียวในห่วงโซ่อุปทาน ว่าทำไมบรรจุภัณฑ์จึงมีความสำคัญมากมายขนาดนี้ การปกป้อง การรักษาคุณภาพ และการนำเสนอผลิตภัณฑ์เป็นสิ่งที่สำคัญมาก แต่เมื่อรวมกับความจำเป็นที่จะต้องมีความแปลกใหม่ มีความโดดเด่น และตระหนักเกี่ยวกับผลกระทบต่อสิ่งแวดล้อม ผู้ผลิตบรรจุภัณฑ์สมัยใหม่มักจะให้ความสำคัญในการออกแบบ การขึ้นรูป และการพิมพ์บรรจุภัณฑ์เป็นอย่างมาก คุณภาพและผลิตผลเป็นสิ่งที่สำคัญ และความชื้นที่เหมาะสมก็มีบทบาทที่สำคัญในหลายๆ ด้านของการผลิต
Label printing
การพิมพ์ฉลากเป็นการพิมพ์คุณภาพสูง และการพิมพ์จากเว็บ ที่มักจะมีหลากสีซึ่งรวมถึงสีที่เกี่ยวข้องกับแบรนด์มากกว่าจะเป็นการพิมพ์ทั่วไป และจำเป็นต้องมีความสม่ำเสมอในการพิมพ์ทุก ๆ ครั้ง การควบคุมตำแหน่งการพิมพ์ที่แม่นยำและความหนาแน่นของจุดเป็นสิ่งที่สำคัญ โดยเฉพาะอย่างยิ่งงานที่่ต้องผ่านการพิมพ์หลายขั้นตอน การป้องกันขอบกระดาษตึง ม้วน และย่น รวมทั้งการป้องกันการเกิดไฟฟ้าสถิต ทำได้โดยควบคุมความชื้นให้อยู่ที่ 50-55%RH ซึ่งเป็นเรื่องปกติที่โรงพิมพ์แบบป้อนแผ่นต้องควบคุมให้ได้ ในการพิมพ์แบบเว็บออฟเซ็ท จำเป็นต้องควบคุมความชื้นก่อนการพิมพ์และในขณะพิมพ์ เพื่อป้องกันขอบแน่นและกระดาษขาด
Foil
สำหรับผลิตภัณฑ์พรีเมียม ปริมาตรจะถูกลดลงและต้องมีคุณภาพสูงมาก มักจะรวมถึงแผ่นฟอยล์และแผ่นฟิล์มโลหะที่ใช้ทำฉลากกระดาษ สำหรับแผ่นฟอยล์และแผ่นฟิล์ม การป้องกันไฟฟ้าสถิตเป็นสิ่งที่สำคัญสำหรับการจัดการและการยึดติดแบบง่าย ๆ ในขณะที่จุดเริ่มต้นสำหรับการควบคุมไฟฟ้าสถิตคือ 40-45%RH ปกติจะมีการรักษาสภาวะที่จำเป็นสำหรับการพิมพ์ที่ 50-55%RH ไว้ทั่วทั้งพื้นที่
Slitting and rewinding
การตัดและการม้วนสิ่งทอกลับและม้วนฉลากสิ่งทออาจเป็นที่มาของการก่อให้เกิดไฟฟ้าสถิต การทำความชื้นให้ได้ถึง 45%RH จะช่วยป้องกันปัญหานี้
Adhesives
สารยึดติดต่าง ๆ ไวต่อความชื้นโดยรอบ โดยจะสูญเสียความชื้นให้กับอากาศแห้ง มันจะทำให้สารยึดติดแห้ง ทำให้ติดฉลากไม่อยู่ (กับแก้วหรือกระป๋อง) และแผ่นกาวกล่องกระดาษจะติดไม่อยู่ โดยทั่วไป กาวจะสมดุลกับกระดาษที่ระดับความชื้น 50-55%RH
กระดาษกล่อง กระดาษแข็ง และกระดาษลูกฟูก
กระดาษและกระดาษแข็งที่หนาขึ้นจะมีปัญหาเกี่ยวกับการม้วนและไฟฟ้าสถิตน้อยลง แต่ก็ไม่ใช่ว่าจะไม่มีปัญหาเสียเลย ดังนั้นทางที่ดีควรเก็บและใช้วัตถุดิบและกระดาษเปล่าที่ระดับความชื้น 50-55%RH ที่สำคัญไปกว่านั้นคือปัญหาผิวหน้าด้านนอกของรอบพับกระดาษและกระดาษแข็งที่หนาขึ้นนั้นเกิดการแตก เนื่องจากกระดาษแข็งแห้งจะสูญเสียความยืดหยุ่น ซึ่งจะเห็นได้ชัดเจนที่สุดในงานพิมพ์ที่เผยให้เห็นผิววัสดุพิมพ์สีขาวซึ่งหมายความว่าการผลิตทั้งชุดจะถูกปฏิเสธและตีกลับ เช่นกัน การจัดเก็บและการแปลงสภาพที่ความชื้น 50-55%RH จะช่วยแก้ไขปัญหานี้
กระดาษและกระดาษแข็งปั๊มลายนูน
ปริมาณความชื้นมีผลต่อความยืดหยุ่นและความแข็งแรงของกระดาษ การทำลายนูนบนกระดาษทำให้เกิดความเสี่ยงที่กระดาษจะแตกและฉีกขาดโดยเฉพาะอย่างยิ่งในบริเวณที่กระดาษแห้งถูกทำให้บางลง ไม่ว่าจะเป็นที่ผู้จัดจำหน่ายกระดาษหรือในการผลิต การรักษาสภาพความชื้นที่ 50-55%RH จะช่วยรักษาปริมาณความชื้นในกระดาษที่เหมาะสมและแก้ไขปัญหานี้
การล้างฟิล์มและการพิมพ์
ฟิล์มบรรจุภัณฑ์มีความไวต่อไฟฟ้าสถิตเป็นพิเศษ ตั้งแต่การอัดขึ้นรูป การพิมพ์ ไปจนถึงการม้วน เนื่องจากฟิล์มโดยทั่วไปไม่สามารถดูดความชื้นได้เหมือนกระดาษและกระดาษแข็งจึงจำเป็นต้องรักษาระดับความชื้นให้สูงไว้ เพื่อช่วยลดไฟฟ้าสถิต โดยทั่วไปจะใช้ระดับความชื้นที่ 50-50% แต่ระดับ 60%RH ก็ไม่ใช่ระดับที่ผิดปกติ
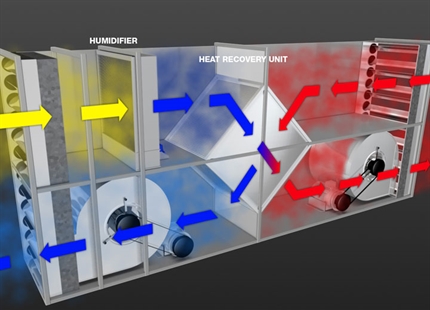
ประโยชน์ของการทำความชื้นของ Condair ในอุตสาหกรรมบรรจุภัณฑ์ประกอบไปด้วย:
- ประสบการณ์กว้างขวางในกระบวนการบรรจุภัณฑ์จากโครงการต่าง ๆ ทั่วโลก
- ผลิตภัณฑ์ที่หลากหลายเพื่อตอบสนองความต้องการของฝ่ายผลิตได้อย่างแม่นยำ
- โซลูชั่นการทำความชื้นพลังงานต่ำและการบำรุงรักษาต่ำ
- ความเร็วในการผลิตสูงและช่วงเวลาที่เครื่องจักรต้องหยุดพักลดลง
- การก่อตัวและการเกิดไฟฟ้าสถิตลดลง
- ป้องกันการเปลี่ยนแปลงขนาดของวัสดุและปัญหาการพิมพ์เหลื่อม
- ป้องกันการแตกตามรอยพับ
- Mayr-Melnhof Packaging, France
- DS Smith Packaging, ฝรั่งเศส
- Hewlett Packard, สเปน
- Tetra Pak, จีน
- SCA Packaging, สวีเดนและสหราชอาณาจักร
- Marinetti-Packaging, ชิลี
- MM Packaging, เยอรมนี
- Tralin Pak, มองโกเลีย
- Jiffy Packaging Ltd, สหราชอาณาจักร
- Collotype Labels Ltd, สหราชอาณาจักรและออสเตรเลีย
คลิกที่นี่เพื่อดูลูกค้าอุตสาหกรรมบรรจุภัณฑ์ของเราจากทั่วโลก